[표준화] 프레스 설계 및 제작 표준
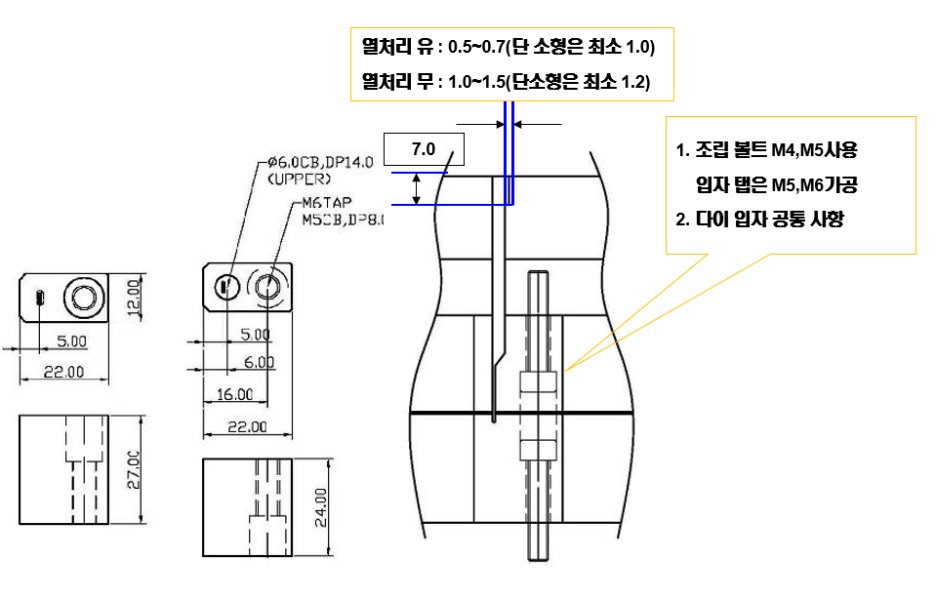
■ 각 부품 두께
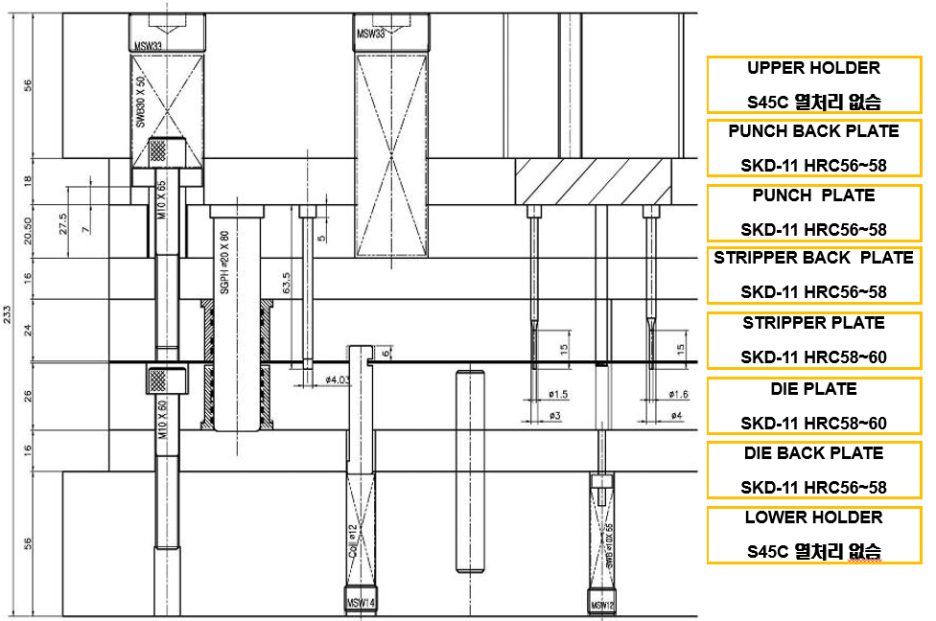
고정판 : 열처리 없을 경우 펀치 고정량이 많아야 함
(열처리 유 0.5~0.7, 열처리 무 1.0~1.5)
■ 벤딩 펀치 취부 구조
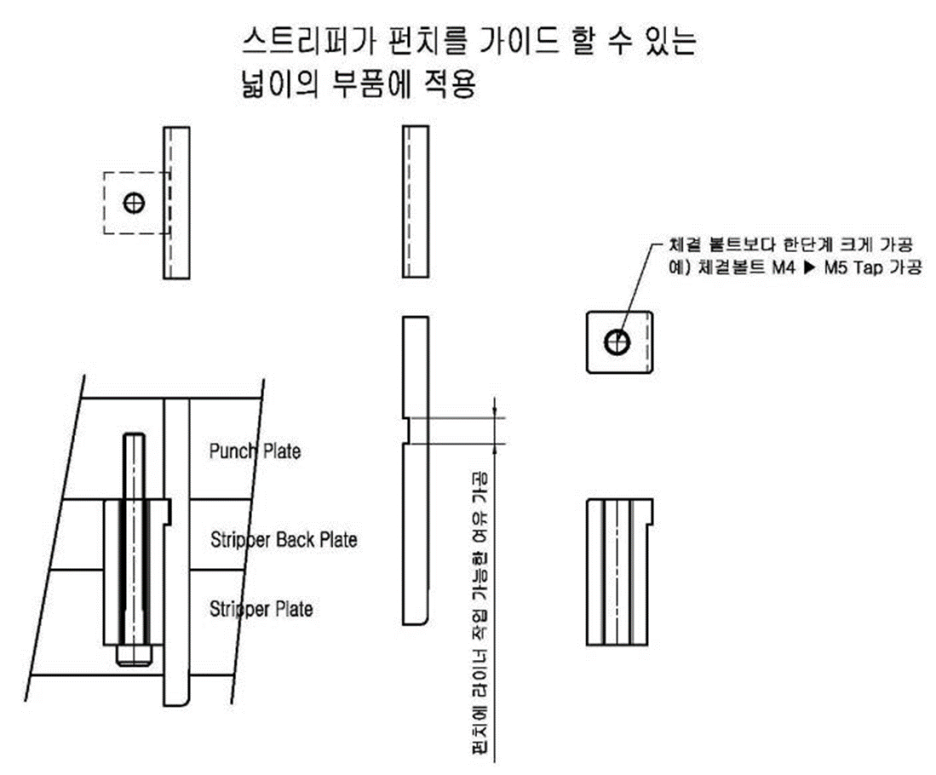
벤딩 펀치 및 다이입자 탈착 구조
1. 벤딩 펀치 키 홈 가공
2. 탈,착용 입자로 고정 및 분해
3. 입자 가공시 체결 볼트 보다 한 단계 높게 탭 가공
■ 제품 취출부 밀핀 방식
제품 취출 AIR EJECTING 방식이 아닌 자동 낙하 구조
단) 부득이 할 경우 AIR EJECTING 방식 사용
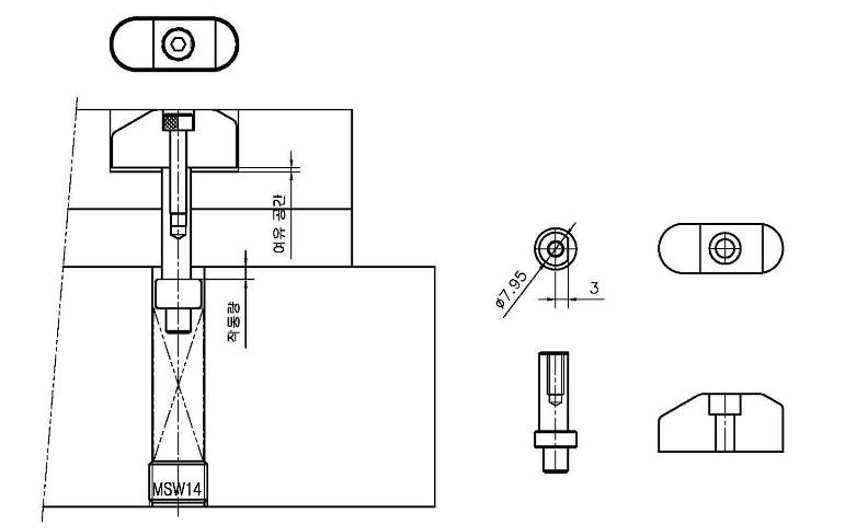
■ 포밍 및 가이드 리프트 (FOAMING and GUIDE LIFTER)

포밍 부상, 하 형 탈착 구조
1. 다이 입자에 키 홈 가공
2. 탈,착용 입자로 고정 및 분해
3. 입자 가공시 체결 볼트 보다 한 단계 높게 탭 가공
GUIDE LIFTER 형상
1. PILOT 직접 LIFTING 방식
2. 파이롯 치수에 따라 외형 크기는 변경 될 수 있으나
3~4파이는 동일하게 해야함.
■ 가이드 플레이트 및 서포터
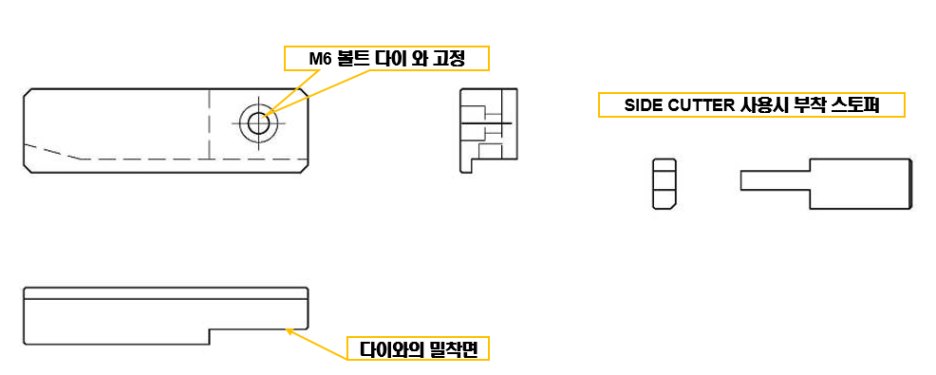
GUIDE PLATE
1. 소재를 금형에 이송시 원활한 안내를 위하여 부착.
2. 소재 SLITTING 가공시 발생되는 CAMBER로 인해 이송 불량 발생
⇒ SIDE CUTTER 사용으로 문제 발생 방지 및 억제 단점은 재료 사용량 증가로 인해 부품
단가 상승 요인
■ 밴딩부 캠 구조
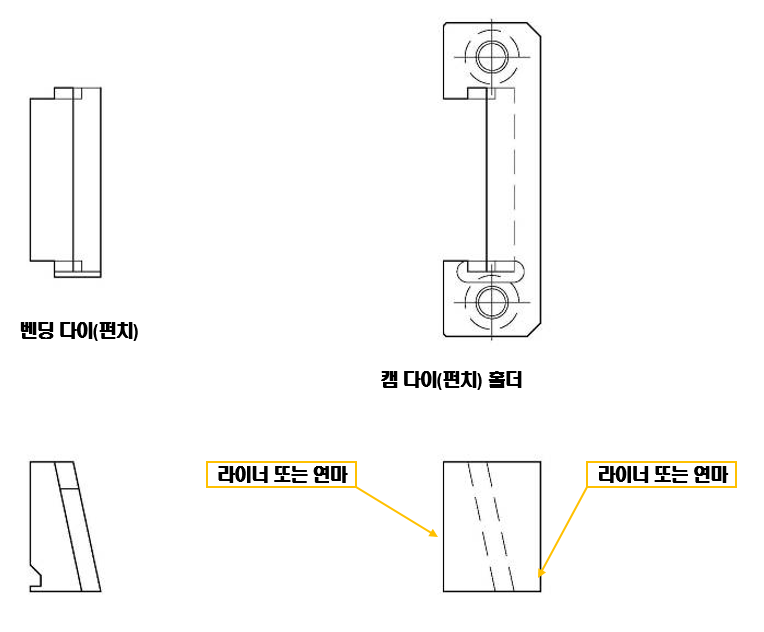
벤딩 부 캠 다이(펀치) 구조
1. 벤딩 부 치수 유동에 따른 조정 필요 시 탈착 용이 및 치수 조정 용이한 구조로 제작
2. 상 벤딩 또는 하 벤딩 동일 구조 적용
3. 가공성 및 수리의 용이
4. 와이어 및 성형연마의 복합 가공으로 치수 정밀도 최대 유지
5. 치수 조정시 홀더의 수정을 통해 펀치의 손상 방지
■ 포밍 및 밴딩부 뒤꿈치 가공
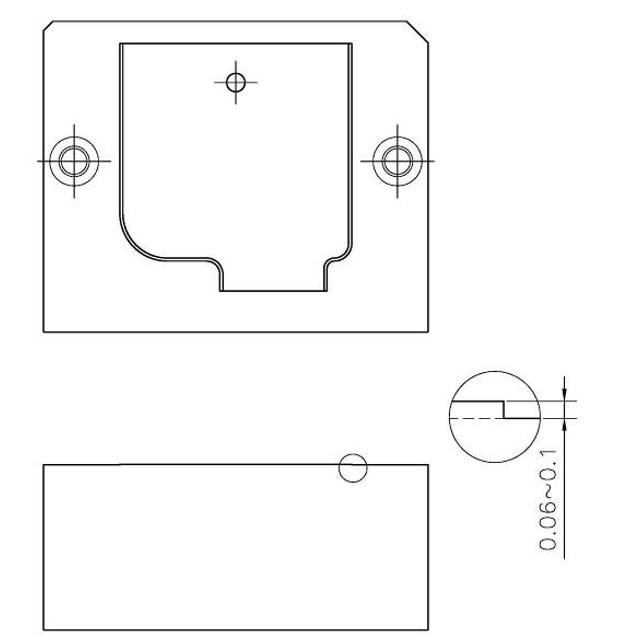
FORMING 및 BEAD부 HLEE 가공
1. FORMING 및 BEAD부 가공 을HLLEE 통하여 금형의 압착 부하를 줄이고 제품 표면의
편평함 유지하고 형상의 주변의 WAVE를 최소화함
2. 부품 가공의 공정에서 HEEL은 NC 밀링으로 가공 완성하며, 표면은 POLISHING 처리함.
■ 소형 벤딩부 펀치 및 다이
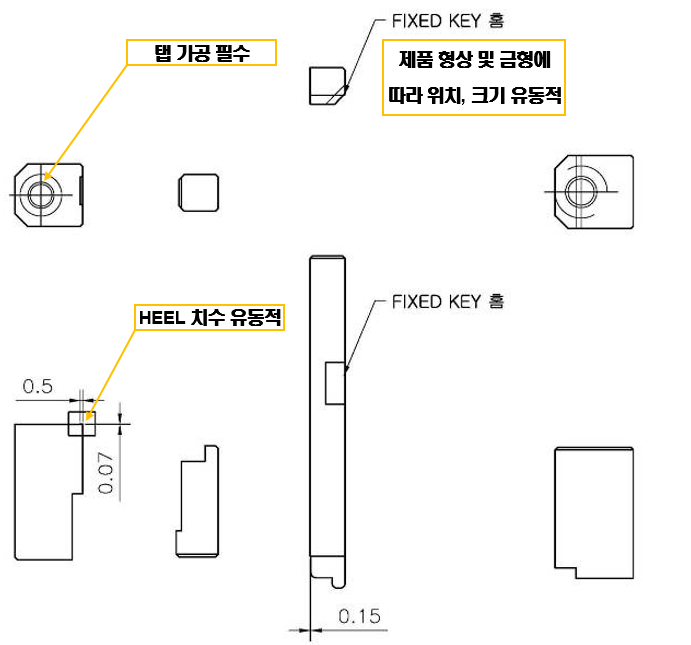
소형 벤딩부 펀치 및 다이
1. 소형 벤딩부의 펀치 및 다이 입자 금형 분해 없이 부품 탈착함.
2. 각 입자에 탭 가공 필수
3. 다이 입자 HEEL 가공은 제품의 특성에 따라 유동적으로 가공
■ 피어싱 및 노칭 탈착 구조
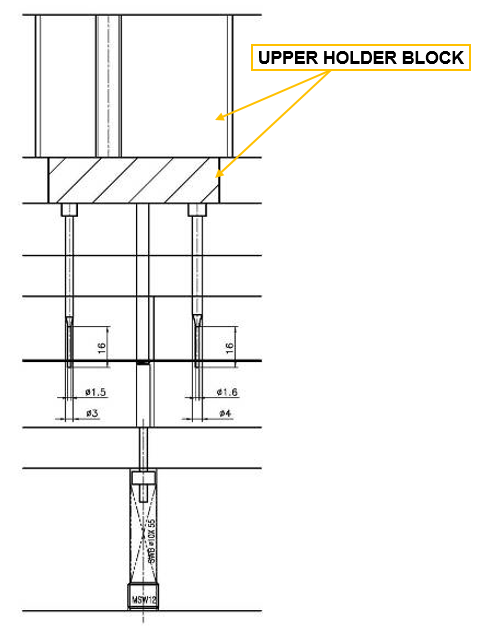
UPPER HOLDER BLOCK
1. 별도의 블록을 가공하여 받침판 블록을 받쳐줌
⇒블록에 별도의 탭 가공을 하여 분해시 용이 하게함.
2. 가공시 두께는 UPPER HOLDER두께와 동일 하거나 0.2 작게 가공함.
PUNCH BACK PLATE BLOCK
1. 별도의 블록을 가공하여 받침판 블록을 받쳐줌
⇒블록에 별도의 탭 가공을 하여 분해시 용이 하게함.
2. 가공시 두께는 UPPER HOLDER두께와 동일 하게함.
3. 가공 방법은 PUNCH BACK PLATE 가공 완료 후 와이어 가공을 통해 분리 사용함.
(별도 부품 가공안함.)
■ 피어싱 및 노칭 입자 가공도
스트리퍼 및 다이 입자 가공
1. 그림과 같이 제작 시 플레이트에 탭 및 도피 등을 가공하여 사용.
2. 스트리퍼 입자는 탭을 가공하여 금형을 분해하지 않고 탈착이 가능한 구조로 되어야함.
3. 다이 입자 동일 방법으로 함.
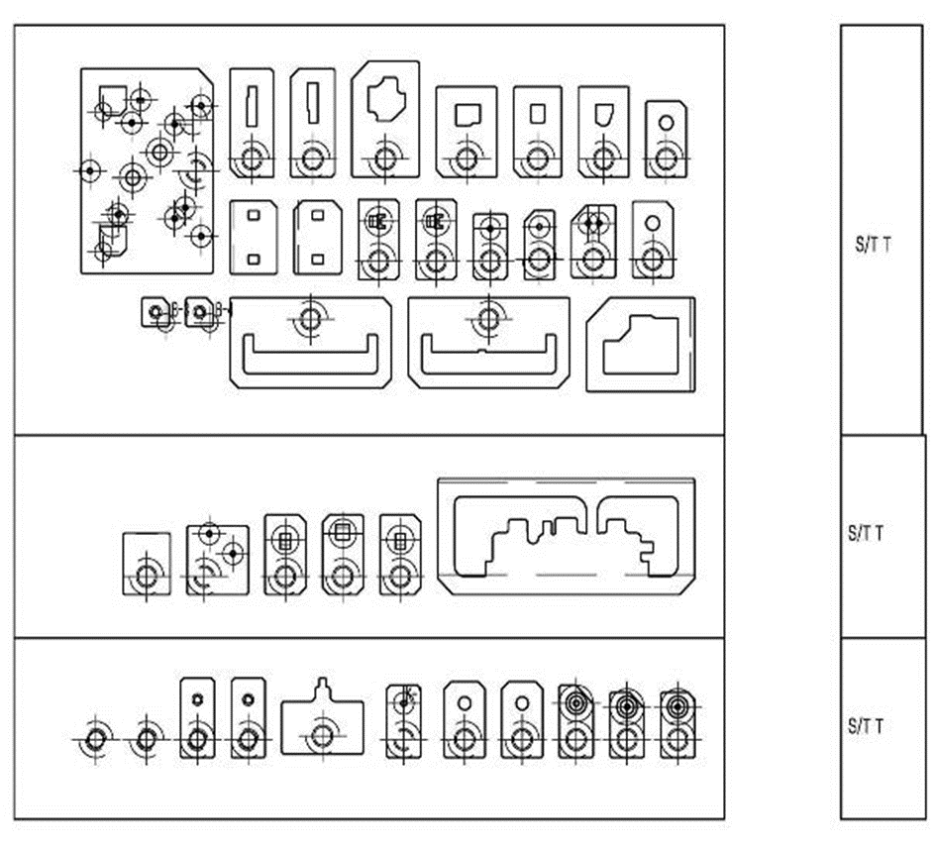
■ 피어싱 및 노칭 입자 조립도
■ 소형 이형 펀치
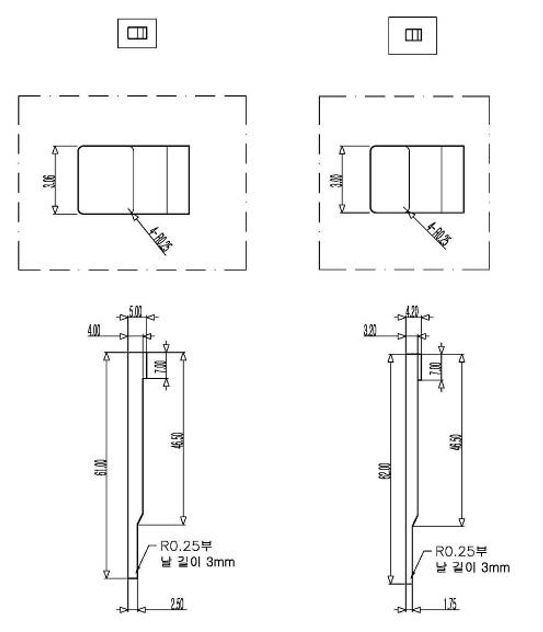
소형 사각 펀치
1. 성형 연마를 통하여 날 부의 R 형상까지 가공 완성한다.
2. R형상의 날 부 길이는 성형연마 가공 가능한 최대 길이로 가공.
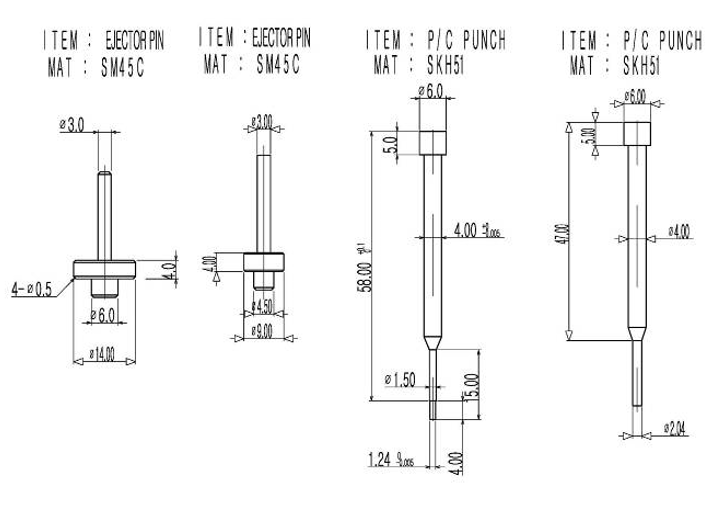
소형 피어싱 펀치 및 밀핀
1. 밀핀 가공시 스프링 이탈 및 끼임 방지를 위하여 머리 부 가공.
2. 피어싱 펀치 가공시 1.5파이 이하는 3단 가공 하며, 이상은 2단 가공 후 코팅 완성.
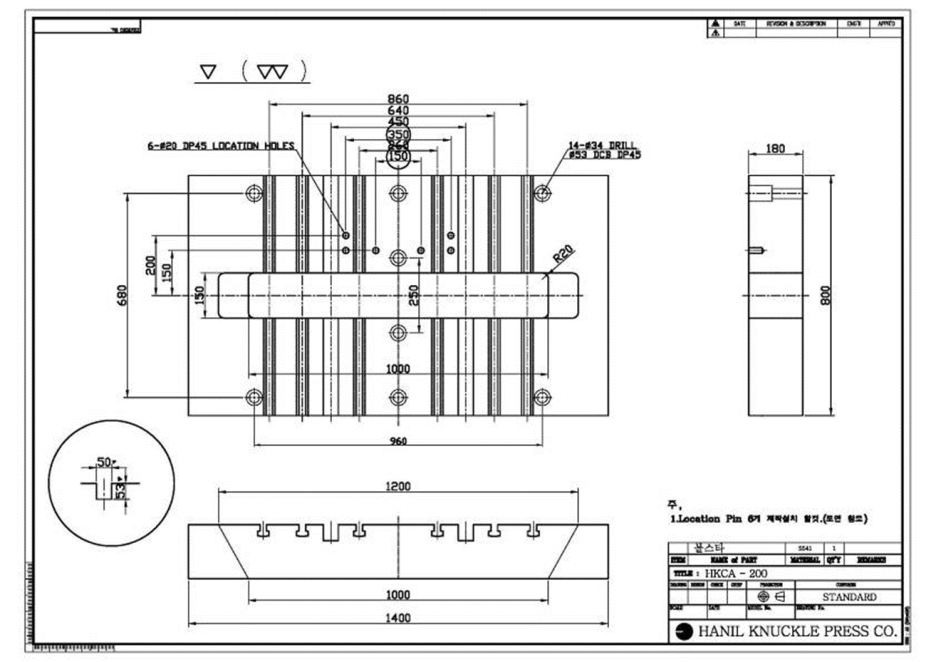
■ 한일 프레스 200TON 기준 BOLSTER 사양
■ 한일 프레스 200TON 기준 SLIDE사양
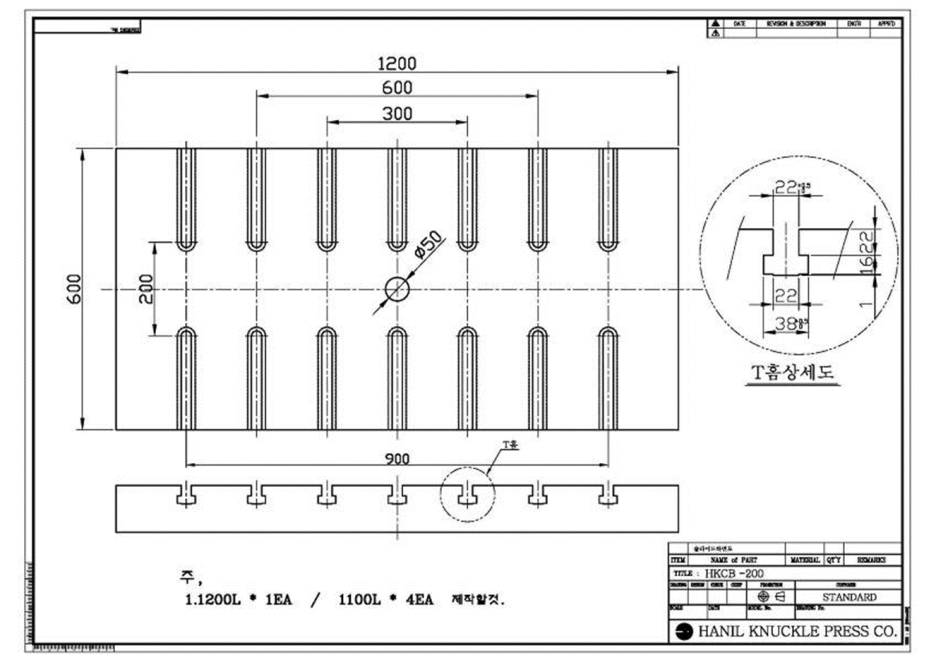
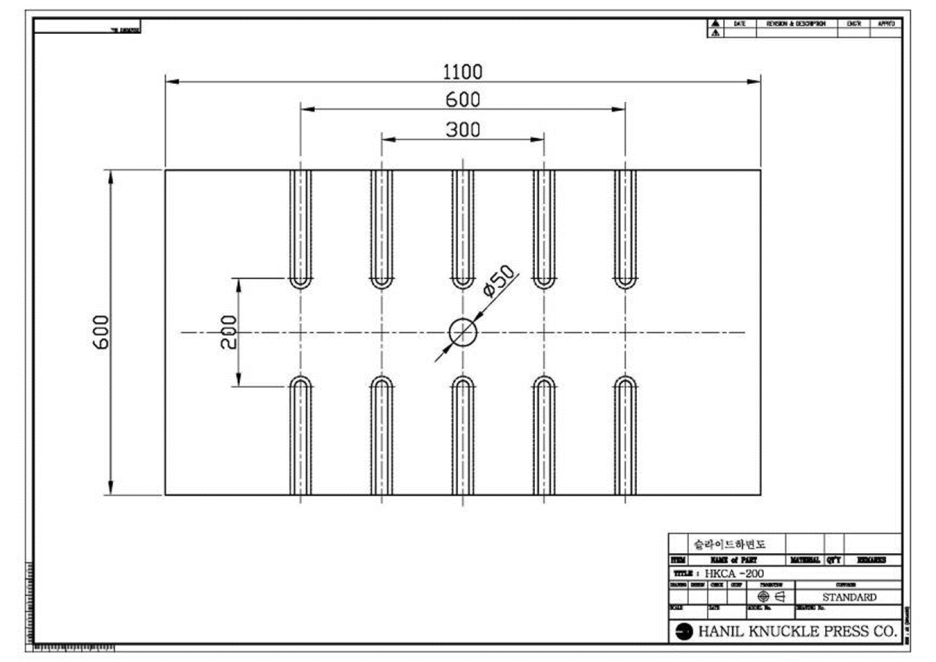
프레스 사양은 한일 프레스 기준이고 80~300TON, 재질 두께는 0.15~0.7T에 적용되는
표준사양입니다. 절대적인 사양이 아니오니 회사에 맞게 수정하여 사용바랍니다.
'일반지식' 카테고리의 다른 글
| [단열재 열전도율] 단열재 밀도ㅡ 열전도율, 열용량 정리표 (0) | 2024.06.05 |
|---|---|
| [열전도율-기타재료] 기타 재료의 밀도, 비열, 열전도율 (0) | 2024.06.04 |
| [ 역학 ] 질량과 밀도의 차이 ? (2) | 2024.06.03 |
| [PRESS-원자재] PRESS 원자재 사이즈 구하기 공식 (0) | 2024.06.02 |
| [비금속 열전도율] 비금속 및 일반 물질 밀도, 비열, 열전도율 (0) | 2024.06.02 |



